Iron: From Ore to Armor
Iron was not just important in the use of weapons or armor. It was an incredibly useful material that touched every aspect of medieval life. Regarding the supreme importance of iron, Bartholomew, a Franciscan Monk wrote in 1260 that the
Use of iron is more needful to men in many things than use of gold. Though covetous men have more gold than iron, without iron the commanlty be not sure against enemies, without dread or iron the common right is not governed; with iron innocent men are defended; and foolhardiness of wicked men is chastened with dread of iron. And well nigh no handiwork is wrought without iron, neither till craft used nor building builded without iron. [1]
By the Eleventh Century, every medieval village all but required its own smithy and forge because of the growing demand of iron for farm implements like ploughs, for horseshoes, and harness. [2] These iron implements for agriculture were a necessity for the expanding population and to allow for the establishment of artisans and cities. Without having iron axes and iron ploughs, clearing the forests and tilling the heavy soil of Northern Europe would have been an impossibility. [3]
Although the ability to expand the amount of land under the plough allowed for the development of wealth and the expansion of the artisan class, of which the armorer is a member, this heavy use came with a price. Iron was ten times more expensive in the middle ages than today.[4] Iron in England came typically from the Forest of Dean or from the Weald in Sussex, while Spain, Sweden, and Normandy all produced high quality iron as well. [5] Steel was often used to reinforce iron tools such as masons’ tools. [6]
Smelting and forging iron was a major industry. But before iron could be processed, it had to be mined. Iron is found in sedimentary rocks across Europe, typically iron is found in granite or gabbro. [7]. France has the highest known reserves of iron while England is a distant second with Sweden and Germany not far behind. [8] Although England has considerable reserves, much of the ore is of inferior quality. [9] In the Medieval period, English armorers often imported iron because of this problem. Sweden, in particular, was a frequent exporter to England.
Mining in Medieval Europe typically consisted of open-air quarries or strip mines, the remains of which have grown over today. [10] Medieval miners were granted an astounding degree of freedom to conduct their business without molestation and were granted vast personal liberties. Miners were allowed to take timber from nearby woods and could prevent landowners – which were typically medieval nobles or in some cases freemen – from cutting their own wood. [11] Prospecting was permitted anywhere but in churchyards, gardens, orchards, and highways. Miners were permitted to divert streams and rivers and were given easements through properties to access the nearest highway for easy transportation out of the mines. [12]
One medieval landowner, John de Treeures, lamented that sixty tin miners had entered his demense and ruined farmland as well as diverted a stream, which in turn caused the good farmland to become swampy. He further said that the area mined was left filled with “great stones and gravel.” [13] Even worse for landowners was that independent mining courts, run by the miners themselves with miners as judges, heard any grievances regarding the misuse of mining rights. The miners were often exempted from paying taxes and tolls and were permitted to build mining towns near the site of the mines. This created a great desire among peasant farmers to leave their fields and to strike out into a mine -- which only further frustrated noble land holders who relied on peasant labor in the fields.
A Mining code from Bohemia issued in 1249 regarding the statutes of the mines and Mountains described a set of rules akin to those of the California Gold Rush laying down specific rules for mining rights by those that come upon a new mine or discovered a new vein of ore. The rights included exclusive mining of the vein for a described length, usually in the hundreds of feet. [14]
The reason for these wide ranging and liberal grants to miners was of course to encourage the industry and increase production. In England, King John granted mining rights and independent mining courts – mere years later, the production of tin in England rose from 500 long tons in 1212 to 600 long tons by 1214 and to 700 long tons by 1237. This in turn increased the taxable income for the kingdom. [15]
Although the ability to expand the amount of land under the plough allowed for the development of wealth and the expansion of the artisan class, of which the armorer is a member, this heavy use came with a price. Iron was ten times more expensive in the middle ages than today.[4] Iron in England came typically from the Forest of Dean or from the Weald in Sussex, while Spain, Sweden, and Normandy all produced high quality iron as well. [5] Steel was often used to reinforce iron tools such as masons’ tools. [6]
Smelting and forging iron was a major industry. But before iron could be processed, it had to be mined. Iron is found in sedimentary rocks across Europe, typically iron is found in granite or gabbro. [7]. France has the highest known reserves of iron while England is a distant second with Sweden and Germany not far behind. [8] Although England has considerable reserves, much of the ore is of inferior quality. [9] In the Medieval period, English armorers often imported iron because of this problem. Sweden, in particular, was a frequent exporter to England.
Mining in Medieval Europe typically consisted of open-air quarries or strip mines, the remains of which have grown over today. [10] Medieval miners were granted an astounding degree of freedom to conduct their business without molestation and were granted vast personal liberties. Miners were allowed to take timber from nearby woods and could prevent landowners – which were typically medieval nobles or in some cases freemen – from cutting their own wood. [11] Prospecting was permitted anywhere but in churchyards, gardens, orchards, and highways. Miners were permitted to divert streams and rivers and were given easements through properties to access the nearest highway for easy transportation out of the mines. [12]
One medieval landowner, John de Treeures, lamented that sixty tin miners had entered his demense and ruined farmland as well as diverted a stream, which in turn caused the good farmland to become swampy. He further said that the area mined was left filled with “great stones and gravel.” [13] Even worse for landowners was that independent mining courts, run by the miners themselves with miners as judges, heard any grievances regarding the misuse of mining rights. The miners were often exempted from paying taxes and tolls and were permitted to build mining towns near the site of the mines. This created a great desire among peasant farmers to leave their fields and to strike out into a mine -- which only further frustrated noble land holders who relied on peasant labor in the fields.
A Mining code from Bohemia issued in 1249 regarding the statutes of the mines and Mountains described a set of rules akin to those of the California Gold Rush laying down specific rules for mining rights by those that come upon a new mine or discovered a new vein of ore. The rights included exclusive mining of the vein for a described length, usually in the hundreds of feet. [14]
The reason for these wide ranging and liberal grants to miners was of course to encourage the industry and increase production. In England, King John granted mining rights and independent mining courts – mere years later, the production of tin in England rose from 500 long tons in 1212 to 600 long tons by 1214 and to 700 long tons by 1237. This in turn increased the taxable income for the kingdom. [15]
 Ancient Crafts of Cheshire
Ancient Crafts of Cheshire
Once mined the ore would be smelted near the source of the ore. This smelting was usually done with a bloomery style furnace. After this, the bloom of iron produced by the smelting process was transported and sold to a smith who would produce iron bars or billets. Such a smith might also produce small-scale tools, horseshoes, and other implements.
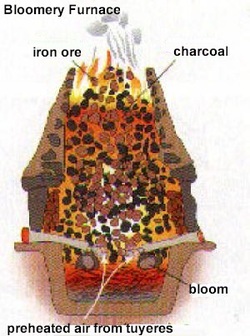
The bloomery process is a rather fascinating method of producing iron. A bloom forge is a simple furnace that heats the ore but never melts it completely. A bloomery furnace consisted of a pit in the ground, with a chimney, usually made of brick, stone, or sometimes earthen clay. At the bottom of the chimney were clay pipes called tuyeres, which entered the pit from the outside to allow a natural or forced draft from bellows. A fluxing stone, such as limestone was used to remove impurities. The smith would layer the stack with alternate layers of charcoal and ore, which were embedded in charcoal. [16] The whole mixture was covered with tightly packed and finely ground charcoal to create a firm top surface that would prevent carbon monoxide from escaping the furnace too quickly. [17] The smith would ignite the charcoal at the bottom of the furnace and the mixture was lightly blasted with air from the bellows to quickly remove any remaining moisture. From this point, stronger blasts from the bellows heated the furnace to about 1200 degrees.
The metal never got hot enough to melt. The melting point of iron is about 1500 degrees. However, the high concentration of carbon monoxide from poor combustion of the charcoal caused the iron oxides in the ore to puddle and become plastic in consistency. This caused the iron, along with slag and other impurities, to drop to the bottom of the furnace. Thus the term “bloom,” because the ore would bloom as it puddled to the bottom. [18] A typical sized furnace could produce one bloom of about 7-10 pounds per day. [19]
After the bloom was removed, it would be hammered to remove any slag and to draw impurities to the outside of the bloom. Usually, a smith would have a second furnace. The first, described above, was the bloomhearth, and the second was the stringhearth. In the stringhearth, the iron is heated to a red heat, and sometimes a white heat of about 1400 degrees. The bloom would be reheated as needed to complete this process. The smith would heat the ore and would then hammer it into bars. Thus the term “wrought iron” because the bars, tools, and other implements are worked or wrought. This process was typically done on a small scale at local smithies, however, new inventions in the middle ages allowed for marked increases in production. [20]
The bloomery process is a rather fascinating method of producing iron. A bloom forge is a simple furnace that heats the ore but never melts it completely. A bloomery furnace consisted of a pit in the ground, with a chimney, usually made of brick, stone, or sometimes earthen clay. At the bottom of the chimney were clay pipes called tuyeres, which entered the pit from the outside to allow a natural or forced draft from bellows. A fluxing stone, such as limestone was used to remove impurities. The smith would layer the stack with alternate layers of charcoal and ore, which were embedded in charcoal. [16] The whole mixture was covered with tightly packed and finely ground charcoal to create a firm top surface that would prevent carbon monoxide from escaping the furnace too quickly. [17] The smith would ignite the charcoal at the bottom of the furnace and the mixture was lightly blasted with air from the bellows to quickly remove any remaining moisture. From this point, stronger blasts from the bellows heated the furnace to about 1200 degrees.
The metal never got hot enough to melt. The melting point of iron is about 1500 degrees. However, the high concentration of carbon monoxide from poor combustion of the charcoal caused the iron oxides in the ore to puddle and become plastic in consistency. This caused the iron, along with slag and other impurities, to drop to the bottom of the furnace. Thus the term “bloom,” because the ore would bloom as it puddled to the bottom. [18] A typical sized furnace could produce one bloom of about 7-10 pounds per day. [19]
After the bloom was removed, it would be hammered to remove any slag and to draw impurities to the outside of the bloom. Usually, a smith would have a second furnace. The first, described above, was the bloomhearth, and the second was the stringhearth. In the stringhearth, the iron is heated to a red heat, and sometimes a white heat of about 1400 degrees. The bloom would be reheated as needed to complete this process. The smith would heat the ore and would then hammer it into bars. Thus the term “wrought iron” because the bars, tools, and other implements are worked or wrought. This process was typically done on a small scale at local smithies, however, new inventions in the middle ages allowed for marked increases in production. [20]
 Roberts, Hot Rolling of Steel,
Roberts, Hot Rolling of Steel,
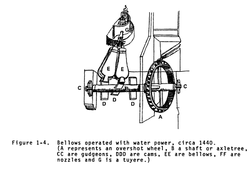
The use of mills to help automate and power the industry contributed to the growth in demand for iron. The first recorded use of waterpower for iron production is 1200 for a water powered forge, 1214 for a water powered bellows, and 1384 for the first blasting furnace. [21] By the fourteenth century, wire-producing mills were in operation. [22] The iron mill was one of the most dominant forms of industrial mills with 236 documented forge mills across Europe, 6 water powered bellows, 4 ore crushing mills, and 8 blast furnaces. [23] Note that this only accounts for mills with concrete documentation.
Industrial mills were in wide use starting from the 8th century until the end of the medieval period. Industrial mills, which include forging, tanning, sawmills, fulling mills, and others, were present primarily in France and England. [24] England and Wales had 682 documented mills, France 229, Italy 148, with Germany and other countries having considerably fewer documented mills. [25] This bias in documentation should be seen as a result of heavy study of English and French mills, and not as a lack of mills in other countries. [26] Most of the English research for extant mills relied on the Domesday Book, the Hundred Rolls of Edward, and the Inquisitions Post Mortem. [27] These sources represent three very systematic sources compiled between 1086 and the early Fourteenth Century.
However, caution should be used in assuming that these numbers mean that industrial mills were ubiquitous in medieval life. Agricultural mills used for grinding grain and other similar applications outpaced industrial mills by a factor of roughly 10. [28] The reasons for this are varied but boil down to economics. Life in medieval Europe was primarily agrarian. Thus, most mills would be dedicated to agricultural use, as there would be more of a demand for them. Another reason was that industrial mills simply were not as profitable. Estimates indicate that industrial mills were only 1/3 to 1/4 as profitable as agrarian based mills in England. [29] On the other hand, industrial mills in France and Italy seem to have been at least as profitable as or more so than agrarian mills based on higher tax rates. [30]
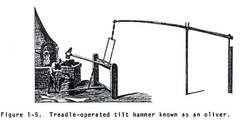
Industrial forge mills allowed the weight of hammers to be increased considerably because they would strike the metal using a mechanism attached to the mill. [31] These trip-hammers took the emphases off the most back breaking manual labor involved in the forming of iron blooms and allowed for more uniform hammer strikes. A trip-hammer might weigh between 500 to 1600 Kilograms. Even more astounding is the rate at which a hammer strike could be delivered. At later stages of production with small 300 kg hammers, a trip-mechanism could deliver between 60-120 strokes per minute. [32]
Industrial mills were in wide use starting from the 8th century until the end of the medieval period. Industrial mills, which include forging, tanning, sawmills, fulling mills, and others, were present primarily in France and England. [24] England and Wales had 682 documented mills, France 229, Italy 148, with Germany and other countries having considerably fewer documented mills. [25] This bias in documentation should be seen as a result of heavy study of English and French mills, and not as a lack of mills in other countries. [26] Most of the English research for extant mills relied on the Domesday Book, the Hundred Rolls of Edward, and the Inquisitions Post Mortem. [27] These sources represent three very systematic sources compiled between 1086 and the early Fourteenth Century.
However, caution should be used in assuming that these numbers mean that industrial mills were ubiquitous in medieval life. Agricultural mills used for grinding grain and other similar applications outpaced industrial mills by a factor of roughly 10. [28] The reasons for this are varied but boil down to economics. Life in medieval Europe was primarily agrarian. Thus, most mills would be dedicated to agricultural use, as there would be more of a demand for them. Another reason was that industrial mills simply were not as profitable. Estimates indicate that industrial mills were only 1/3 to 1/4 as profitable as agrarian based mills in England. [29] On the other hand, industrial mills in France and Italy seem to have been at least as profitable as or more so than agrarian mills based on higher tax rates. [30]
Industrial forge mills allowed the weight of hammers to be increased considerably because they would strike the metal using a mechanism attached to the mill. [31] These trip-hammers took the emphases off the most back breaking manual labor involved in the forming of iron blooms and allowed for more uniform hammer strikes. A trip-hammer might weigh between 500 to 1600 Kilograms. Even more astounding is the rate at which a hammer strike could be delivered. At later stages of production with small 300 kg hammers, a trip-mechanism could deliver between 60-120 strokes per minute. [32]
 Roberts, Hot Rolling of Steel,
Roberts, Hot Rolling of Steel,
Even more significant in iron production was the invention of the water-powered bellows, which could liquefy iron ore, which in turn allowed for the more widespread production of steel. This was done through the crucible steel production method. To produce steel in this method, typically iron ore is melted and mixed with a flux stone such as limestone. The purpose of the flux stone is to control the carbon content of the metal. Pig iron’s carbon content is about 4% carbon and 96% iron. [33] Once these are melted, the iron is now considered pig iron or cast iron. It is much too hard and brittle for use in armor, tools, or weapons. However, if the pig iron is re-melted with flux stone and mixed with wrought iron masses, the new mixture will form pure steel.
This process is described by a number of writers from the period. 16th century writer, Georg Agricola, explained in his De Res Metallica that smelting the ore was done in a crucible shaped trench one foot deep and one and one half feet wide. [34] In this ditch, the smith placed charcoal, lime and the iron ore. The charcoal’s heat was amplified by regular blasts of air from bellows, often powered by water. This process took eight to twelve hours to melt the iron. Once melted, the iron mixed with the lime (which acted as a fluxing agent) and pooled in trenches along the crucible ditch. These trenches apparently reminded smiths of pig snouts and thus they called the cast iron produced from this method pig iron The hardened pig iron was beat with wooden hammer to chip off the slag and then hammered on an anvil with a water-powered trip hammer. After this, the smith reheated the iron and shaped into bars. Agricola explained that “by skill with fire and fluxes is made that kind of iron from which steel is made.” [35] These iron bars were what we now call cast iron. In other words, iron with a carbon content greater than 4%. This meant that the iron would be brittle and unworkable.
To purify the pig iron into steel, another 16th century writer, Vannocio Bringuccio reports that a smith broke the pieces of pig iron into small pieces and mixed that with crushed fluxing stone. A crucible was again filled with charcoal and once glowing, the smith poured the mixed iron and the flux stone until the mixture melted. The smith then mixed the molten cast iron with large masses of wrought iron. This process was repeated and each iteration took four to six hours. [36] During this process, the master smith watched for the mixture to become soft and pasty.
This process is described by a number of writers from the period. 16th century writer, Georg Agricola, explained in his De Res Metallica that smelting the ore was done in a crucible shaped trench one foot deep and one and one half feet wide. [34] In this ditch, the smith placed charcoal, lime and the iron ore. The charcoal’s heat was amplified by regular blasts of air from bellows, often powered by water. This process took eight to twelve hours to melt the iron. Once melted, the iron mixed with the lime (which acted as a fluxing agent) and pooled in trenches along the crucible ditch. These trenches apparently reminded smiths of pig snouts and thus they called the cast iron produced from this method pig iron The hardened pig iron was beat with wooden hammer to chip off the slag and then hammered on an anvil with a water-powered trip hammer. After this, the smith reheated the iron and shaped into bars. Agricola explained that “by skill with fire and fluxes is made that kind of iron from which steel is made.” [35] These iron bars were what we now call cast iron. In other words, iron with a carbon content greater than 4%. This meant that the iron would be brittle and unworkable.
To purify the pig iron into steel, another 16th century writer, Vannocio Bringuccio reports that a smith broke the pieces of pig iron into small pieces and mixed that with crushed fluxing stone. A crucible was again filled with charcoal and once glowing, the smith poured the mixed iron and the flux stone until the mixture melted. The smith then mixed the molten cast iron with large masses of wrought iron. This process was repeated and each iteration took four to six hours. [36] During this process, the master smith watched for the mixture to become soft and pasty.
When the Masters observe this, they judge that the subtle virtue has penetrated fully within; and they make sure of it by testing, taking out one of the masses and bringing it under a forge hammer to beat it out, and then throwing it into the water while it is as hot as possible they harden it; and when it has been hardened they break it and look to see whether every little part has changed its nature and become entirely free inside from every layer of iron. [37]
With the invention of the water-powered bellows, steel production increased dramatically. However, true industrial level production of steel was not seen until the seventeenth century. [38]
Smithies also became larger in this period [39] Bloomery iron could be produced in small settings with tiny forges. However, the industrial forges were considerably larger. A water powered forge would consist of a chimney with two vertical pieces, a short, hopper shaped portion with a taller chimney of similar shape. This was done to increase airflow. The whole stack would be roughly twenty feet high with a tiny hearth of only a foot or so square. Again, this was to increase the heat output.
For a more detailed explanation of the metallurgy behind these processes and what terms like Annealing, Normalizing, and Tempering mean, see the Metallurgy: Annealing, Normalizing, and Tempering page.)
Typically, an armorer would purchase iron in billets from smelters and refiners. [40] Also common was the purchase of iron billets through traveling iron merchants. Surprising is that there is evidence of vertical integration of the industry. Vertical integration, ironically, is best known from one of the first far-reaching examples of US Steel, which purchased mines, foundries, fabrication facilities, rail and transport lines, and other facilities in order to streamline costs. In 1492, Antonio Missaglia, an Italian armorer, leased his own iron mine. [41] This of course was not common.
The size and scope of an armor shop varied from small shops with a master, apprentices, and journeymen, to large factory-like settings. Also, just as there was industrialization in the milling process, these larger armor shops came to be somewhat automated and employed assembly line style work with repetitive tasks assigned to workers. [42] Again, it was not uncommon to have mills power hammers, grinding tools, and other implements in the armor shop as described above for smithies.
Whether small or large, however, shops within the industry often caused a great nuisance to those living and working around them. Nuisance lawsuits were common, one such complaint filed by Thomas Tonge and his wife Alice complained that on October 5, 1377, Stephen atte Fryth, “armurer,"
Smithies also became larger in this period [39] Bloomery iron could be produced in small settings with tiny forges. However, the industrial forges were considerably larger. A water powered forge would consist of a chimney with two vertical pieces, a short, hopper shaped portion with a taller chimney of similar shape. This was done to increase airflow. The whole stack would be roughly twenty feet high with a tiny hearth of only a foot or so square. Again, this was to increase the heat output.
For a more detailed explanation of the metallurgy behind these processes and what terms like Annealing, Normalizing, and Tempering mean, see the Metallurgy: Annealing, Normalizing, and Tempering page.)
Typically, an armorer would purchase iron in billets from smelters and refiners. [40] Also common was the purchase of iron billets through traveling iron merchants. Surprising is that there is evidence of vertical integration of the industry. Vertical integration, ironically, is best known from one of the first far-reaching examples of US Steel, which purchased mines, foundries, fabrication facilities, rail and transport lines, and other facilities in order to streamline costs. In 1492, Antonio Missaglia, an Italian armorer, leased his own iron mine. [41] This of course was not common.
The size and scope of an armor shop varied from small shops with a master, apprentices, and journeymen, to large factory-like settings. Also, just as there was industrialization in the milling process, these larger armor shops came to be somewhat automated and employed assembly line style work with repetitive tasks assigned to workers. [42] Again, it was not uncommon to have mills power hammers, grinding tools, and other implements in the armor shop as described above for smithies.
Whether small or large, however, shops within the industry often caused a great nuisance to those living and working around them. Nuisance lawsuits were common, one such complaint filed by Thomas Tonge and his wife Alice complained that on October 5, 1377, Stephen atte Fryth, “armurer,"
Built a forge of earth and timber, 40 ft. from the road, in the close of their tenement adjoining the pls. (plaintiffs’) messuage * * * of which the chimney is lower by 12 ft. than it should be, and not built of plaster and stone as the custom of the City requires; and the blows of the sledge-hammers when the gret pieces of iron called ‘osmond’ are being wrought into “brestplates,” “quysers,” “jambers,” and other pieces of armour, shake the storie and earthen party-walls of the pls.’ house so that they are in danger of collapsing, and disturb the rest of the pls. and their servants, day and night, and spoil the wine and ale in their cellar, and the stench of the smoke from the sea-coal used in the forge, penetrates their hall and chambers, so that whereas formerly they could let the premises for 10 marks a year, they are now worth only 40s. [The defendants have also] beem summoned by John Little, “taillour,” and Andrew Cornewaile. [43]
The Defendants replied with various legal defenses including that other craftsmen
viz. goldsmiths, smiths, pewterers, goldbeaters, grocers, pelters, marshals and armourers are at liberty to carry on their trade anywhere in the City, adapting their premises as is most convenient for their work, and that according to ancient custom any feoffor may give, bequeath or lease his property as well to craftsmen using great hammers as to others.
They also said that the armorer had set up his anvil in what was formerly a kitchen, and that it was sufficiently distant from the plaintiffs’ property to prevent any damage. They also said that the armorer had strengthened the chimney and raised it by at least six feet. They finally argued that the plaintiffs’ had no right to complain because they had recently built their dwelling and that it was considerably higher than the house previously in that spot and faced the forge directly, while the previous residence did not. [44]
Even in literature, the annoyance of forging industry is made known. A Fourteenth century alliterative poem titled “A Complaint Against the Blacksmiths,” highlights to nuisance the industry caused.
Even in literature, the annoyance of forging industry is made known. A Fourteenth century alliterative poem titled “A Complaint Against the Blacksmiths,” highlights to nuisance the industry caused.
The Crooked codgers cry after: Coal! Coal
And blow their bellows til their brains are all bursting.
Huff! Puff! Says the one, Haff! Paff! Says the other.
The spit and they sprawl and they tell many tales.
The gnaw and they gnash and they growl all together
And hold themselves hot with their hard hammers.
Of a bull’s hide are built their bellies’ aprons,
Their shanks are sheathed against flickering flames.
Heavy hammers they have that are hard to handle
Stark strokes they strike on a stock of steel. [45]
For the armorer of the everyday knight or foot soldier clad in maille, there is very little known about the particulars of their everyday business. What is known is that cheaper armor and equipment was often made by a local armor smith and often not in an industrial setting. This is especially true during the age of maille. Remember that until 1200, no industrial mills were used in the iron industry. On the other hand, great land magnates and kings would hire famous armorers to work in their courts to produce the crem-de-le-crème of armor. Interestingly, these famous armorers were often brought in on a retainer and were to instruct local armorers in their craft so that when they left, their knowledge stayed in the hands of the king or magnate. [46]
However, not all armorers were famous or hired by kings. Most armorers were engaged in small-scale practice. It is also likely that most armorers typically refitted or refurbished armor rather than making new pieces. This is one of the many reasons for understanding why there is so little maille remaining (for a more detailed discussion of this topic see: Why are There So Few Extant Maille Examples). Armorers were not simply in the business of creating new armor but were also called upon to repair old armor, to rework it for a son inheriting armor from his father, or to take armor for scrap purposes. [47]
For example, those in the iron industry could buy scrap iron and turn a profit. In 1345 a document detailing local prices among smiths indicated that the price of “scrap iron was then worth 3s, and the remaking of a cwt. Of the same was worth 4s and that a quarter of the cwt. was lost in the working.” [48] This means that if a piece of armor was so far gone that it could not be repaired, or if repairing it would take too long or be beyond the skills of the armorer, it would likely be scrapped.
Indeed, there is an entire class of armorers who focused their trade on this practice. A forbour was a furbisher of armor and would typically either repair, refurbish, polish, or mend armor. One such forbour left his shop to his wife in his will. [49] What is not clear is if his wife was restricted by a guild from continuing to practice after his passing.
The need for such a specialized craft is made plain when reading the wills of those who owned armor. Such wills make it abundantly clear that second hand, or even third-hand armor was common. In a John de Hardyngham’s will, he leaves his personal effects to friends, family, and the church. He further directed that his armor "be sold for the fulfillment of this his testament.” [50] A 1353 will by a corder granted his best sword and body armor to his son. [51] Another from 1350 granted his brother his “best aketon, a pair of plates, a pair of musekyns, and a pair of braces, one aventail, a bacinet with timbrer, a pisan, a pair of jambers, a pair of quissers covered with linen-cloth, and a pair of iron gauntlets.” [52] A mercer in 1345 left his son Thomas, a mazer, his “coat of mail, a Pysan, and an eventayl.” [53]
As wills from the period show, armorers were serving wide swaths of the population. Various Assizes mandated that men of a particular status, such as freemen of the city, have a minimum level of armor for the defense of the city and the realm. For example, Henry II’s Assize of Arms in 1181 mandated all those who possessed land worth ₤110 to furnish themselves with a horse and full knightly equipment, those with ₤20-40 were to be equipped with a hauberk, iron cap, lance, and sword. [54] By 1285, the Assize of Winchester mandated those with land of ₤15 and an income of 40 marks a year to have a full hauberk, helm, sword, knife, and horse. Those with land of ₤10 and incomes of 10 marks a year were to have a short-sleeved mail shirt, a helmet, sword, and knife. A 100-shilling freeholder was to have a padded coat, iron cap, sword, and a knife. [55]
These assizes and the wills indicate that armorers were not just making armor for the elite. This means that there needed to be armorers who made decent, passable armor. Just as there are minimum coverage insurance companies today, there would have been similar minimum coverage armorers making passable armor to make freemen “legal” under the Assizes.
Although the size and scope of different mines, production mills, smithies, and armorers varied widely, there is a general trend to higher industrialization as the medieval period progressed. This in itself does not mean that all elements of the industry became automated or utilized waterpower. Rather, it recognizes a trend in favor of such technology. This trend started in earnest from 1200 on. Prior to that time, most of the layers in the industry were small scale.
Also, armorers needed to provide services to wide swaths of the population, from kings and lords to freemen of the city, armorers served many different people. Many armorers likely catered to specific echelons of society and set up shop in areas where they would receive business from those they catered to. This, along with the mere nature of the business, led to nuisance complaints. Just as armorers were often thought of as a nuisance, those who mined the iron were also often complained of, however, the work of the miner and the armorer was so important to the kingdom that these complaints routinely fell on deaf ears. The importance of the iron industry, from ore to armor reveals just how important and significant the industry was to the safety and stability of the kingdom.
However, not all armorers were famous or hired by kings. Most armorers were engaged in small-scale practice. It is also likely that most armorers typically refitted or refurbished armor rather than making new pieces. This is one of the many reasons for understanding why there is so little maille remaining (for a more detailed discussion of this topic see: Why are There So Few Extant Maille Examples). Armorers were not simply in the business of creating new armor but were also called upon to repair old armor, to rework it for a son inheriting armor from his father, or to take armor for scrap purposes. [47]
For example, those in the iron industry could buy scrap iron and turn a profit. In 1345 a document detailing local prices among smiths indicated that the price of “scrap iron was then worth 3s, and the remaking of a cwt. Of the same was worth 4s and that a quarter of the cwt. was lost in the working.” [48] This means that if a piece of armor was so far gone that it could not be repaired, or if repairing it would take too long or be beyond the skills of the armorer, it would likely be scrapped.
Indeed, there is an entire class of armorers who focused their trade on this practice. A forbour was a furbisher of armor and would typically either repair, refurbish, polish, or mend armor. One such forbour left his shop to his wife in his will. [49] What is not clear is if his wife was restricted by a guild from continuing to practice after his passing.
The need for such a specialized craft is made plain when reading the wills of those who owned armor. Such wills make it abundantly clear that second hand, or even third-hand armor was common. In a John de Hardyngham’s will, he leaves his personal effects to friends, family, and the church. He further directed that his armor "be sold for the fulfillment of this his testament.” [50] A 1353 will by a corder granted his best sword and body armor to his son. [51] Another from 1350 granted his brother his “best aketon, a pair of plates, a pair of musekyns, and a pair of braces, one aventail, a bacinet with timbrer, a pisan, a pair of jambers, a pair of quissers covered with linen-cloth, and a pair of iron gauntlets.” [52] A mercer in 1345 left his son Thomas, a mazer, his “coat of mail, a Pysan, and an eventayl.” [53]
As wills from the period show, armorers were serving wide swaths of the population. Various Assizes mandated that men of a particular status, such as freemen of the city, have a minimum level of armor for the defense of the city and the realm. For example, Henry II’s Assize of Arms in 1181 mandated all those who possessed land worth ₤110 to furnish themselves with a horse and full knightly equipment, those with ₤20-40 were to be equipped with a hauberk, iron cap, lance, and sword. [54] By 1285, the Assize of Winchester mandated those with land of ₤15 and an income of 40 marks a year to have a full hauberk, helm, sword, knife, and horse. Those with land of ₤10 and incomes of 10 marks a year were to have a short-sleeved mail shirt, a helmet, sword, and knife. A 100-shilling freeholder was to have a padded coat, iron cap, sword, and a knife. [55]
These assizes and the wills indicate that armorers were not just making armor for the elite. This means that there needed to be armorers who made decent, passable armor. Just as there are minimum coverage insurance companies today, there would have been similar minimum coverage armorers making passable armor to make freemen “legal” under the Assizes.
Although the size and scope of different mines, production mills, smithies, and armorers varied widely, there is a general trend to higher industrialization as the medieval period progressed. This in itself does not mean that all elements of the industry became automated or utilized waterpower. Rather, it recognizes a trend in favor of such technology. This trend started in earnest from 1200 on. Prior to that time, most of the layers in the industry were small scale.
Also, armorers needed to provide services to wide swaths of the population, from kings and lords to freemen of the city, armorers served many different people. Many armorers likely catered to specific echelons of society and set up shop in areas where they would receive business from those they catered to. This, along with the mere nature of the business, led to nuisance complaints. Just as armorers were often thought of as a nuisance, those who mined the iron were also often complained of, however, the work of the miner and the armorer was so important to the kingdom that these complaints routinely fell on deaf ears. The importance of the iron industry, from ore to armor reveals just how important and significant the industry was to the safety and stability of the kingdom.
Notes:
[1] Jean Gimpel, The Medieval Machine: The Industrial Revolution of the Middle Ages (New York: Barnes & Noble, 2003): 63.
[2] Ibid. at 64.
[3] Ibid.
[4] Ibid.
[5] Ibid. at 66.
[6] Ibid
[7] Ibid. at 14.
[8] Max Roesler, The Iron-ore Resources of Europe, (Washington: Government Printing Office, 1921): 18.
[9] Ibid. at 21.
[10] Gimpel, The Medieval Machine, 59.
[11] Ibid. at 94
[12] Ibid.
[13] Ibid. quoting, Registers of the Black Prince, II 178.
[14] A. Zycha, das Bohmische Bergrect des Mittelalters auf Grundlage des Bergrechts von Iglau, vol. II (Berlin: 1900): 39.
[15] Gimpel, The Medieval Machine, 63.
[16] William Roberts, Hot Rolling of Steel, (New York: Marcel Dekker, Inc), 1983: 4.
[17] Ibid.
[18] Roberts, Hot Rolling of Steel, 4.
[19] Ibid.
[20] Frances And Joseph Gies, Cathedral, Forge, and Waterwheel: Technology and invention in the Middle Ages (New York: Harper Collins, 1994): 200.
[21] Adam Robert Lucas, “Industrial Milling in the Ancient and Medieval Worlds: A Survey of the Evidence for an Industrial Revolution in Medieval Europe,” Technology and Culture, Vol. 46, No. 1 (2005), 15.
[22] Ibid.
[23] Ibid. at 16
[24] Ibid. at 17
[25] Ibid.
[26] Ibid.
[27] Ibid. at 18.
[28] Ibid. at 23.
[29] Ibid. at 24.
[30] Ibid. at 25.
[31] Gimpel, The Medieval Machine, 66.
[32] Ibid.
[33] Gies, Cathedral, Forge, and Waterwheel, 201.
[34] Georg Agricola, De Res Metallica Trans. Herbert Hoover and Lou Henry Hoover, (London, 1912): 423-425.
[35] Ibid. at 425.
[36] Vannocio Biringuccio, de la Pirotechnia, Trans. C.S. Smith, and M.T. Gnoudi (New York, 1958).
[37] Ibid.
[38] Cyril Stanley Smith, “The discovery of Carbon in Steel,” Technology and Culture, Vol. 5. No. 2 (1964), 153.
[39] Gies, Cathedral, Forge, and Waterwheel, 201.
[40] Henrietta Larson, “The Armor Business in the Middle Ages,” Bulletin of the Business Historical Society, Vol. 14, No. 4 (1940), 59.
[41] Ibid.
[42] Ibid. at 60
[43] Chew and Kellaway Eds., 'Misc. Roll. FF: 12 May 1374 - 7 May 1378 (nos. 600-619)', London Assize of Nuisance 1301-1431: A Calendar (1973), URL: http://www.british-history.ac.uk/report.aspx?compid=35982&strquery=iron Date accessed: 19 October 2013, pp. 154-163.
[44] Ibid.
[45] A.R. Myers (Ed.), English Historical documents, 1327-1485 Vol. III, London: 1969, p. 1055.
[46] Larson, “The Armor Business in the Middle Ages,” 58.
[47] Ibid.
[48] Romm A 5: (ii_ 1341-45, Calendar of the Plea and Memoranda rolls of the City of London: Vo. 1: 1323-1364 (1926), pp 198-223, accessed via Schola Forum, http://www.fioredeiliberi.org/phpBB3/viewtopic.php?f=4&t=1616, (10/18/13).
[49] R. R. Sharpe, 'Wills: 4 Edward III (1330-1)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889). URL: http://www.british-history.ac.uk/report.aspx?compid=66866&strquery=armour Date accessed: 19 October 2013, pp. 355-362
[50] R. R. Sharpe (ed.), 'Wills: 27 Edward III (1353-4)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889). URL: http://www.british-history.ac.uk/report.aspx?compid=66890&strquery=armour Date accessed: 19 October 2013, pp. 667-675.
[51] Ibid.
[52] RR. Sharpe (ed.) 'Wills: 25 Edward III (1351-2)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889), URL: http://www.british-history.ac.uk/report.aspx?compid=66888&strquery=armour Date accessed: 19 October 2013, pp. 645-656.
[53] R. R. Sharpe (Ed.), 'Wills: 19 Edward III (1345-6)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889). URL: http://www.british-history.ac.uk/report.aspx?compid=66881&strquery=mail Date accessed: 19 October, pp. 475-484.
[54] John France, Western Warfare in the Age of the Crusades: 1000-1300, (Ithaca: Cornell University Press, 1999):. 32.
[55] Ibid.
[1] Jean Gimpel, The Medieval Machine: The Industrial Revolution of the Middle Ages (New York: Barnes & Noble, 2003): 63.
[2] Ibid. at 64.
[3] Ibid.
[4] Ibid.
[5] Ibid. at 66.
[6] Ibid
[7] Ibid. at 14.
[8] Max Roesler, The Iron-ore Resources of Europe, (Washington: Government Printing Office, 1921): 18.
[9] Ibid. at 21.
[10] Gimpel, The Medieval Machine, 59.
[11] Ibid. at 94
[12] Ibid.
[13] Ibid. quoting, Registers of the Black Prince, II 178.
[14] A. Zycha, das Bohmische Bergrect des Mittelalters auf Grundlage des Bergrechts von Iglau, vol. II (Berlin: 1900): 39.
[15] Gimpel, The Medieval Machine, 63.
[16] William Roberts, Hot Rolling of Steel, (New York: Marcel Dekker, Inc), 1983: 4.
[17] Ibid.
[18] Roberts, Hot Rolling of Steel, 4.
[19] Ibid.
[20] Frances And Joseph Gies, Cathedral, Forge, and Waterwheel: Technology and invention in the Middle Ages (New York: Harper Collins, 1994): 200.
[21] Adam Robert Lucas, “Industrial Milling in the Ancient and Medieval Worlds: A Survey of the Evidence for an Industrial Revolution in Medieval Europe,” Technology and Culture, Vol. 46, No. 1 (2005), 15.
[22] Ibid.
[23] Ibid. at 16
[24] Ibid. at 17
[25] Ibid.
[26] Ibid.
[27] Ibid. at 18.
[28] Ibid. at 23.
[29] Ibid. at 24.
[30] Ibid. at 25.
[31] Gimpel, The Medieval Machine, 66.
[32] Ibid.
[33] Gies, Cathedral, Forge, and Waterwheel, 201.
[34] Georg Agricola, De Res Metallica Trans. Herbert Hoover and Lou Henry Hoover, (London, 1912): 423-425.
[35] Ibid. at 425.
[36] Vannocio Biringuccio, de la Pirotechnia, Trans. C.S. Smith, and M.T. Gnoudi (New York, 1958).
[37] Ibid.
[38] Cyril Stanley Smith, “The discovery of Carbon in Steel,” Technology and Culture, Vol. 5. No. 2 (1964), 153.
[39] Gies, Cathedral, Forge, and Waterwheel, 201.
[40] Henrietta Larson, “The Armor Business in the Middle Ages,” Bulletin of the Business Historical Society, Vol. 14, No. 4 (1940), 59.
[41] Ibid.
[42] Ibid. at 60
[43] Chew and Kellaway Eds., 'Misc. Roll. FF: 12 May 1374 - 7 May 1378 (nos. 600-619)', London Assize of Nuisance 1301-1431: A Calendar (1973), URL: http://www.british-history.ac.uk/report.aspx?compid=35982&strquery=iron Date accessed: 19 October 2013, pp. 154-163.
[44] Ibid.
[45] A.R. Myers (Ed.), English Historical documents, 1327-1485 Vol. III, London: 1969, p. 1055.
[46] Larson, “The Armor Business in the Middle Ages,” 58.
[47] Ibid.
[48] Romm A 5: (ii_ 1341-45, Calendar of the Plea and Memoranda rolls of the City of London: Vo. 1: 1323-1364 (1926), pp 198-223, accessed via Schola Forum, http://www.fioredeiliberi.org/phpBB3/viewtopic.php?f=4&t=1616, (10/18/13).
[49] R. R. Sharpe, 'Wills: 4 Edward III (1330-1)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889). URL: http://www.british-history.ac.uk/report.aspx?compid=66866&strquery=armour Date accessed: 19 October 2013, pp. 355-362
[50] R. R. Sharpe (ed.), 'Wills: 27 Edward III (1353-4)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889). URL: http://www.british-history.ac.uk/report.aspx?compid=66890&strquery=armour Date accessed: 19 October 2013, pp. 667-675.
[51] Ibid.
[52] RR. Sharpe (ed.) 'Wills: 25 Edward III (1351-2)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889), URL: http://www.british-history.ac.uk/report.aspx?compid=66888&strquery=armour Date accessed: 19 October 2013, pp. 645-656.
[53] R. R. Sharpe (Ed.), 'Wills: 19 Edward III (1345-6)', Calendar of wills proved and enrolled in the Court of Husting, London: Part 1: 1258-1358 (1889). URL: http://www.british-history.ac.uk/report.aspx?compid=66881&strquery=mail Date accessed: 19 October, pp. 475-484.
[54] John France, Western Warfare in the Age of the Crusades: 1000-1300, (Ithaca: Cornell University Press, 1999):. 32.
[55] Ibid.
